






钢格栅板厂家,网格板价格,镀锌钢格栅,山西钢格栅板
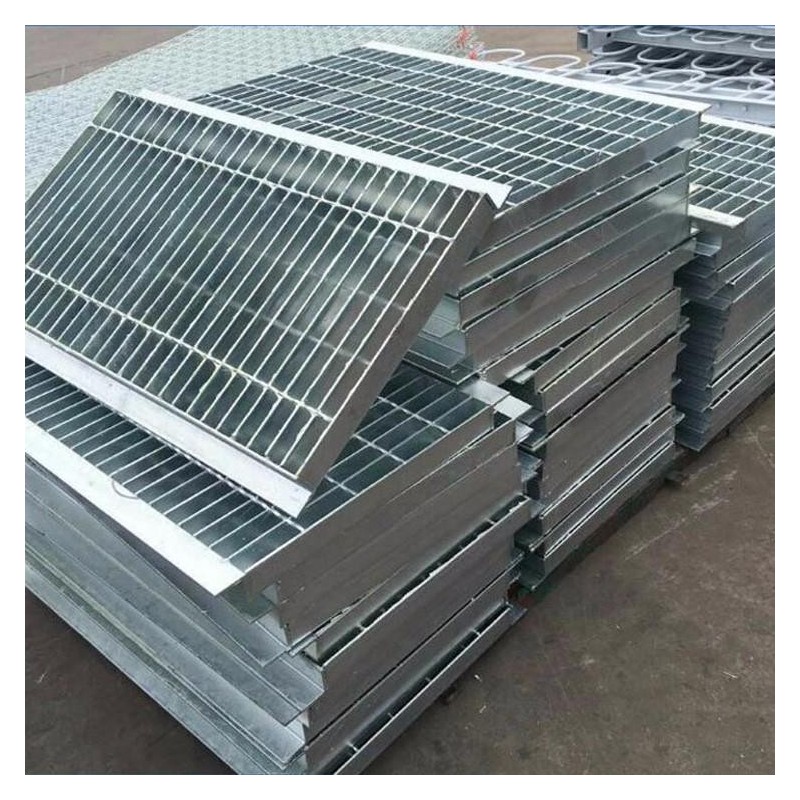
钢格栅板压焊流水线其辅助工序少、无须添加焊接材料,自动化生产,具有很高的生产效率,在钢格栅板行业得到广泛的应用。钢格栅板电阻压焊在焊接过程中,钢格栅板母材局部快速加热和冷却,使金屋达到原子间结合,期间会发生强烈的化学反应和物理反应,焊接过程影响因素易造成结果的不确定,所以必须进行有效的控制,避免隐性问题影响钢格栅板产品质量。
焊接材料,材料的牌号不同,其物理性能会有所差别,比如不同的材料、其导电性、导热性也不同,导电性、导热性越好,在焊接区产生的热量就越小,散失的热量也越多,焊接区的加热就越困难。当焊件表面有油污、水分、氧化膜及其他脏物时,使表面接触电阻急剧增大,且在很大范围内波动,直接影响到焊接质量的稳定,所以必须进行表面清理。

焊接电流、电极压力和通电时间。焊接电流是影响焊接热量的主要因素,由热量公式Q=I2:Rt可知,热量与焊接电流的平方成正比,随着焊接电流的增大,熔核尺寸或焊透率会塔加,正常情况下,焊接电流密度应有一个合理的上下限,低于下限时,热量过小,不能形成熔核,高于上限时,加热速度过快,会发生飞溅,使焊点质量下降。施加焊接预压力可以使焊接部位电阻值均匀,有利于防止局部过热。若焊接压力太小,可能导致局部过热,引起焊点熔融金属喷溅,产生气泡、裂痕;而压力过大,也会导致接触电阻减少,融合不良,压痕变大,影响焊点强度。通电时间也是影响点焊的一个重要因素,若通电时间过长,造成大量的热量损失,同时也会导致焊点材质变化;通电时间过短,会造成焊接不充分,焊点的强度差。
理论认为焊接结构设计不当极易引起焊接变形,尽管在焊接过程中常采用梳形夹等辅助手段来提高钢格栅板焊接件约束度进而提高焊接件的稳定性,但在焊接过程中。焊接约束度是一个不断变化的过程。且随着焊接复杂程度的提高逐渐降低。
钢格栅板厂家,网格板价格,镀锌钢格栅,山西钢格栅板









