
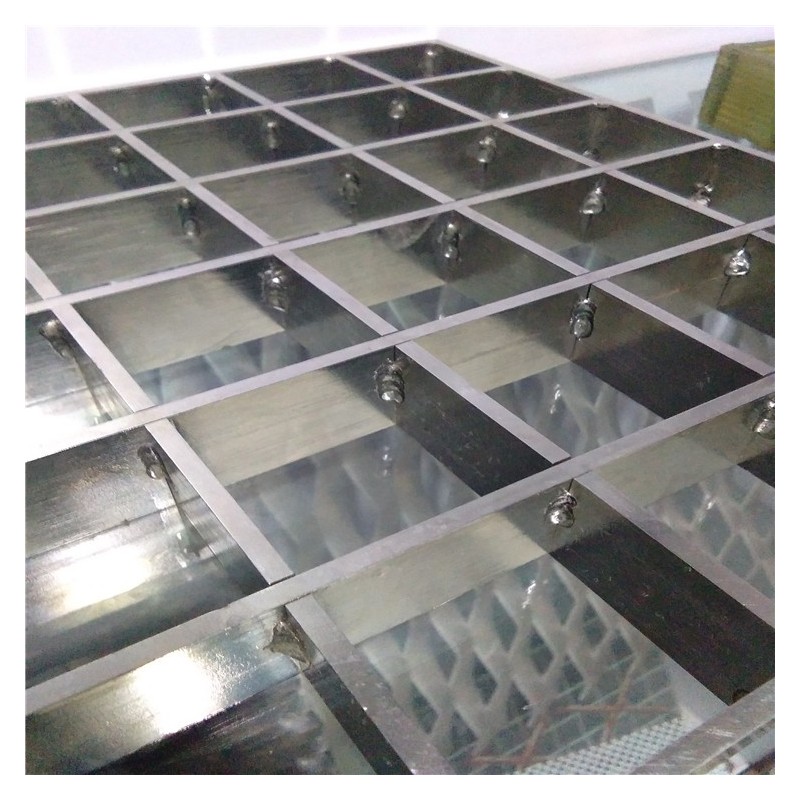






压焊网格板,插接格栅板,异形钢格栅,山东钢格栅板
钢格栅板电阻压焊是钢格栅板工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。电阻压焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,压焊成金属结合的一种方法。电阻压焊在焊接过程中,焊接接头的品质主要有焊接电流、通电时间、焊接压力、电极的端面形状四个因素决定。电阻焊相对于其他焊接方法有以下几个优点:
一,熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金工程简单。第二,加热时间短,热量集中,热影响区小,变形与应力也小,通常在焊接后不必安排校正和热处理工序。第三,不需要焊丝、焊条等填充金属或焊接材料,焊接成本低。第四,操作简单,易于实现机械化和自动化。
根据扁钢不同材质、厚度合理确定焊接电流,为避免电流不稳定对焊接产生影响,安装电流监控系统,尽量采用恒电流工作方式进行焊接。严格保证扁钢的宽度一致,保证每次焊接之前待焊接表面是相互接触的。这是因为电阻压焊是带压力的焊接方法,如果装配不良,靠压力消除间隙将耗去一部分电极力,使焊接压力降低,造成焊接压力的波动,电极力的变化会影响表面电阻即影响热源的强度与分布,使熔核尺寸不一致。

为保证钢格栅板焊接质量,应严格对焊接件焊接部位进行检查,保证焊接部位清洁度符合焊接要求,同时检查焊接部位表面凸凹性,如影响焊接,可进行磨平处理或进行更换。焊接电流、焊接时间和焊接压力等参数均对焊接过程有重要影响,进而影响到钢格栅板产品的最终质量,在实际生产中它们之间又相互影响,在工艺认证时,必须对各参数进行精确设定,将其固化后方可用于钢格栅板产品焊接。在钢格板产品焊接时,也应对焊接参数进行监控,各参数的波动值不允许超过一定的范围。尽管当前可以采取监控技术来检测焊接质量,但成本较高,故在钢格栅板产品焊焊接作业时,掌握影响电阻压焊焊接质量的内在因素,同时根据实际情况采取合理的预防措施,才能从根本上提高焊接质量。随著微机控制技术、新型监控技术及焊接电源的发展,电阻压焊焊接技术和工艺也得到了较好的发展,为提高压焊钢格栅板焊接质量奠定了基础。
压焊网格板,插接格栅板,异形钢格栅,山东钢格栅板









