







白膜耐磨层
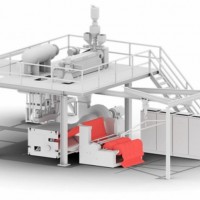
耐磨层机械设备,由电脑式原料自动计量系统,高低速混合机组,冷搅拌机,行星挤出系统,轧轮机,过滤器,
五辊压延主机,压延后段辅机,压延机马达控制系列,UPS不断电系统,压纹机出引离组,压花组,压延机用轮温控系统
冷却系统,模温系统自动双功位中心收卷,液压卸料台,油加热器,边料粉碎机。
地板耐磨层压延生产线行星挤出机250。
1、型号HT250.小螺杆数量14,主螺杆数量一件。
2、产品PVC耐磨层。
3、产量1000-2000公斤每小时。
4、主电机:250KW 安徽六安电机厂变频电机。
5、减速器:硬齿面减速器,传动精度高,噪声低。
6、配置国产金属分离器。
7、变频器:汇川变频器变频调速,其它元件国内。
8、底座:结构件。
9、配置:控制柜及操纵台。
SY-5Γ610×1830主机
(一)技术参数
1、辊筒规格:φ610×1830mm,数量5根。
2、辊筒排列形式:5根辊筒为倒L型排列,下出片,引离辊与侧辊在同一侧。
3、辊筒线速度:6—60m/min。
4、配置电动机功率:(带光电编码反馈)
1号辊筒 55KW
2号辊筒 75KW
3号辊筒 75KW
4号辊筒 75KW
5号辊筒 55KW
5、电机:变频电机传动。西玛、江淮、中达
6、热源:热油(用户自备)。
(二)主要特征
1、辊筒:1号、2号为合金冷硬铸铁周边钻孔辊筒,工作表面硬度HS72-75,3号、4号、5号辊筒均为合金冷硬铸铁周边钻孔辊,工作表面硬度HS72-75,4号、5号辊面175℃电镀热研磨超精。
2、主机机架及底板为钢结构件,经回火处理应力,精密加工而成。
3、1号、2号、3号、5号辊筒设置。由电机驱动减速器调距,位移传感器测量轴座移动,测量数据数显,辊筒间隙调整范围0-20mm。
信号采集:采用德国NOVO传感器发送信号。
4、四号辊筒设置轴交叉装置,一端为电机驱动减速器移动量,一端为液压油缸锁紧,以保持平衡,提高制品精度,交叉移动量0-20mm,速度可变频调节。
信号采集:采用德国NOVO传感器发送信号。
5、挡料板安装在1号、2号辊筒之间,与辊筒接触材料为铜质,上下可升降。采用电机驱动丝杆在范围内调节两档板间距。
6、主机减速机采用五台圆柱齿轮硬齿面减速箱,积木式排列,由五根十字万向轴带动辊筒,单机单运行。减速器国茂集团。
7、辊筒轴承:辊筒轴承采用高精度双列圆锥滚子轴承。安装及维护方便。
轴承产地:瓦房店冶金轴承集团公司。
8、主机轴承采用稀油站强制循环润滑,并装有失油报警装置。稀油站为双泵(其中1只为备泵),带两只回油泵,安装于水平面上。
9、轴交叉装置、压延主机4号辊筒有轴交叉装置修正辊筒挠度变形,调整产品厚溥。
10、安装6只紧急停机开关(4只安装于主机机架前后,2只安装于后1支引离辊两边),以备在紧急情况下停机。
11、主机配有控制电柜及琴式操纵台,操纵台显示仪表均为数显,操作台面板为不锈钢板制作。
12、压延主机2、3、4号辊筒有液压回拉间隙装置,5号辊筒有预弯装置,调整厚度更方便。
13、液压站:主机回拉、预弯、压花装置液压系统配以一套液压站控制,液压站带蓄能器,液压站产地:朝田液压。
14、主机传动方向:出料方向面对主机看为左传动。
15、存料监控:一、二号辊间陈料情况可通过显示器显示于琴式控制台上。
本公司结合国内耐磨层机械设备生产线国情,制订好同耐磨层机械设备生产线在工业运用中长期发展规划,从宏观上制定政策,优化耐磨层机械设备的产品结构,着力提高耐磨层机械设备的平均生产能力和技术水平,使得耐磨层机械设备生产线依靠科技进步提高产品质量和降低能源及材料消耗的良性发展轨道。利用制造业和信息产业的先例技木,提高耐磨层机械设备生产线成套设备的制造水平,大力推广连续生产线,加大行业技术改造步伐,快速淘汰技术落后产能,实现耐磨层机械设备生产线过程的自动化和各工序系统、成品质量的自动检测、自动显示和自动控制,做到产品质量优、原材料及能源消耗低,形成环保、清洁、效率的生产环境。遵循循环经济的原则,加强各个原材料的开发利用,利用当今社会的资源,再利用技术,走上可持续发展的道路。加强耐磨层机械设备生产线工业的准则化管理和产品质量监督检验,通过层层把关,充分发挥产品质量保证的原则,做到质量至上的统一准则。









